
Following article is a rough translation of a Spanish blog where it describes how they 3D printed a skyscraper, namely Scandinavia’s tallest building, the Turning Torso skyscraper based in Sweden, Malmo city.
In this new installment in Slicing (for 3d printing), we will today talk about a print (or “project” as we called this building), inspired by the work of Calatrava´s Turning Torso which we printed from a machine from impresoras3d.com.

The model has been designed by Javier Hernandez, an almeriense architect.
The print was conducted in three modules: base module, central module (repeated several times) and the upper module.
After designing and proceeding with the printing it emerged some problems that will be discussed later on.
The filament used was Formfutura PLA Frosty White 1.75 mm. A material found within its “premium” range. This filament, Frosty White have an intense property and comes with good gloss white, their behavior is very good and prints perfectly at 210 ° C.
When printing there was no warping of this material because it has been printed with lacquer (a type of coating applied to the bed) (at room temperature) and 60 ° C Dimafix (base); and in both situations the printing and adhesion layers was good.
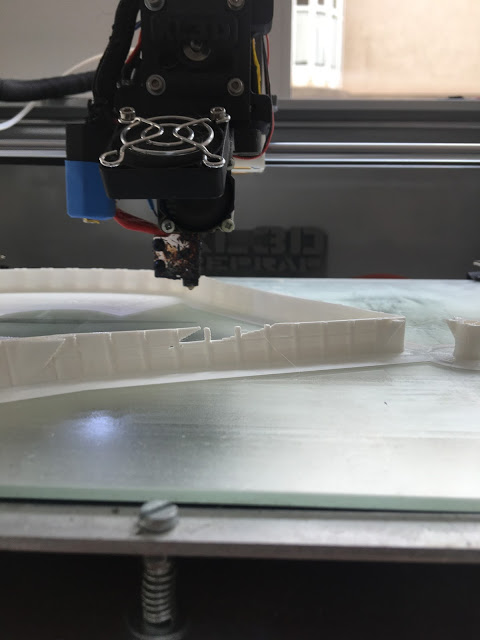
The machine used for printing is the the XL3D of Indalo3D, with the volcano e3d system and nozzle 0.6 mm.

What do you get with this? With the volcano nozzle the print could go much faster with higher layer heights and reduced time. On the other hand, it is a sacrificed definition XY (due to the diameter of the nozzle) and resolution (if we use very high layers).
Cura profile used was as follows:
Layer Height: 0.4
nozzle diameter: 0.6
Printing temperature: 210 ° C
Hot Base: 0 ° C and 60 ° C
Print speed: 40 mm
Retraction speed: 20 mm
Retraction distance: 1.8 mm
Fan layer: if, from the second layer
Indeed, the problem was in the code, due to the 0.6 mm nozzle size which CURA did not played well with, as can be seen in the following image gcode in which the fault is seen on the wall:
At the base there was similar, the walls of the entrance (door) had a thickness of 0.2 mm so that is why the walls also disappeared (using a 0.6mm nozzle on thickness of 0.2mm is not a good idea).
The solution? Simple, give more thickness to the internal and ready walls. When designing, it is always good to design in accordance how a 3D printer works, the thickness should be about 1 mm in minimum thickness.
As for the time, printing each module was 27 hours and the base 32 hours approximately.
To join modules hot glue gun and enough patience was used.

The LED system that has been used to illuminate the model is a DIODER Ikea kit, which was placed vertically and through a hole in the base pulled with a cable. To access the system, the top module was left open unglued.
Finally some pictures:



Source:
Guvajo.com
////////////////////////////////////////////////////////////////////////////////////
If you like our posts and want to get update with more exotic 3D printing news,
1. Like us at www.facebook.com/3dfilamenta
2.Follow us at www.twitter.com/3Dfilamenta
3. Follow us at https://plus.google.com/+3dfilamentaofficial
“Together we will create a online center for 3D printing”
////////////////////////////////////////////////////////////////////////////////////